

0791 5793186
13870712983
皮帶輸送機(jī)斷帶嚴(yán)重影響生產(chǎn)?4大原因,5大防范措施
時(shí)間:2019-08-02 15:45:11 點(diǎn)擊數(shù):4545
皮帶輸送機(jī)斷帶嚴(yán)重影響生產(chǎn)?4大原因,5大防范措施
皮帶機(jī)以其運(yùn)輸能力強(qiáng)、抗張強(qiáng)度大、帶體柔軟、壽命長(zhǎng)以及經(jīng)濟(jì)性好等優(yōu)點(diǎn)而被廣泛地應(yīng)用到各行各業(yè)。但受到多方面因素的影響,皮帶機(jī)斷帶成為常見(jiàn)的事故。而一旦發(fā)生斷帶,不僅會(huì)嚴(yán)重影響生產(chǎn)效率,而且可能會(huì)引發(fā)安全事故,所以掌握事故原因和防范措施就顯得至關(guān)重要。

皮帶機(jī)斷帶原因分析
1、皮帶機(jī)膠帶質(zhì)量不達(dá)標(biāo)
膠帶作為皮帶機(jī)的重要組成部分,其作用是承載礦物并運(yùn)送至指定地點(diǎn),而如果企業(yè)所采用到的膠帶質(zhì)量不達(dá)標(biāo),再加上服務(wù)年限過(guò)長(zhǎng),超負(fù)荷運(yùn)行或日常維護(hù)不到位等,就造成其因物料塊度太大、輸送機(jī)卡住等原因而出現(xiàn)斷帶事故。
2、皮帶機(jī)接頭質(zhì)量不好
皮帶機(jī)接頭分為機(jī)械接頭和硫化接頭,前者不如后者,現(xiàn)已很少用。
接頭作為皮帶機(jī)兩節(jié)膠帶相互間的連接點(diǎn),如果其質(zhì)量不好極有可能造成斷帶事故產(chǎn)生,接頭往往會(huì)在下面四種情況下出現(xiàn)斷帶:
1)硫化接頭在使用過(guò)程中往往會(huì)因粉塵覆蓋在鋼絲和膠料而致使后者出現(xiàn)銹蝕或開(kāi)膠,進(jìn)而造成接頭斷裂。
2)局部硫化過(guò)程中,如果鋼絲芯膠帶接頭是張緊狀況,此時(shí)如果進(jìn)行加熱會(huì)造成鋼絲繩和橡膠層內(nèi)出現(xiàn)細(xì)小抽動(dòng),進(jìn)而增加接頭斷裂的可能性。
3)皮帶機(jī)接頭制造商所使用材料不達(dá)標(biāo),就容易使其被磨損、腐蝕變脆弱,這樣一來(lái)在強(qiáng)作用力的情況下極易出現(xiàn)斷裂。
4)生產(chǎn)接頭時(shí)所采用的硫化工藝標(biāo)準(zhǔn)不合格或者執(zhí)行不嚴(yán),所生產(chǎn)出來(lái)的接頭質(zhì)量不達(dá)標(biāo)也會(huì)出現(xiàn)斷裂事故。
3、管理不善
1)部分企業(yè)在皮帶機(jī)的管理上并沒(méi)有建立起相應(yīng)的技術(shù)檔案及工作制度,使得皮帶機(jī)因工作疏忽而出現(xiàn)斷帶事故。
2)缺乏運(yùn)料管理機(jī)制,當(dāng)皮帶機(jī)在運(yùn)行中有鋼釬、錨桿等異物卷入膠帶時(shí),得不到及時(shí)有效地處理而造成斷帶事故。
3)崗位職責(zé)落實(shí)不嚴(yán)。部分企業(yè)在管理上存在著崗位職責(zé)落實(shí)不到位的情況,使得設(shè)備出現(xiàn)帶病運(yùn)行的情況,從而造成斷帶事故。
4、其他操作或安裝故障
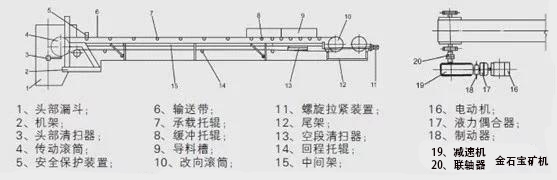
1)齒輪減速器損壞,液壓耦合器噴液或電動(dòng)機(jī)逆轉(zhuǎn)。
2)運(yùn)輸中因其他東西卷入而引起運(yùn)輸載荷突然增加,比如大塊矸石或其他質(zhì)量特別大的物體突然混在正在運(yùn)輸?shù)奈锪现小?
3)啟動(dòng)和停車(chē)時(shí)應(yīng)力變化大。皮帶機(jī)的啟動(dòng)和停車(chē)也會(huì)造成其斷裂,一般在空載下啟動(dòng)。
4)物料分配不均,輸送帶跑偏。皮帶機(jī)有空載段和超載段,使其受力不均,引起斷帶。
5)運(yùn)輸時(shí)皮帶額定抗拉強(qiáng)度超標(biāo),安裝不合理等。
6)使用環(huán)境的腐蝕。膠帶長(zhǎng)期處在潮濕、高溫等的環(huán)境下容易使膠帶主芯編制層、牽引鋼絲繩銹蝕,還有長(zhǎng)期使用膠帶使其疲勞導(dǎo)致的斷帶。
皮帶機(jī)斷帶事故預(yù)防措施
1、嚴(yán)格把控膠料質(zhì)量
在選擇膠料的過(guò)程中,務(wù)必要使用生產(chǎn)廠家所制定的產(chǎn)品,并且保證所有采購(gòu)膠料均具有保質(zhì)期、合格證書(shū)、制造日期、出廠證明、規(guī)格型號(hào)等標(biāo)簽,如若膠料沒(méi)有標(biāo)簽則一律不予以購(gòu)進(jìn)。
此外,在存放膠料時(shí),應(yīng)當(dāng)避免強(qiáng)光直接照射,將其存放于陰涼處,且避免和有害化學(xué)物質(zhì)相接觸。在使用膠料前必須做好相應(yīng)鑒定工作,保證其質(zhì)量達(dá)標(biāo)后才能夠使用。
2、合理選擇接頭長(zhǎng)度和類(lèi)型
當(dāng)前,接頭類(lèi)型大部分都是三級(jí)全搭接,少數(shù)使用二級(jí)搭接。而對(duì)相關(guān)試驗(yàn)研究可知,一級(jí)與三級(jí)全搭接接頭保持率較高。如若相同皮帶搭接形式不同,那么相鄰鋼絲繩的間距亦有所差別。一級(jí)間距最小,往上逐步增大。而間距越大,則越有利于提升硫化接頭的強(qiáng)度。選擇接頭形式要根據(jù)皮帶的帶型、帶強(qiáng)、鋼絲繩根數(shù)、鋼絲繩直徑、鋼絲繩間距等諸多因素綜合比較而定。
3、嚴(yán)格把控硫化工藝
接頭硫化是安裝作業(yè)過(guò)程中決定膠帶質(zhì)量的最后一道重要工序,準(zhǔn)確地掌握其技術(shù)條件,是保證接頭強(qiáng)度和接頭壽命的關(guān)鍵,硫化過(guò)程的技術(shù)條件主要也就是硫化的三要素,即硫化的溫度(142~148℃范圍內(nèi),不可大過(guò)150℃。)、時(shí)間、壓力。硫化過(guò)程的技術(shù)條件控制得不嚴(yán)或不當(dāng),就會(huì)造成欠硫、過(guò)硫、脫層、起泡和重皮、皮帶跑偏等質(zhì)量缺陷,將給日后的運(yùn)行和維護(hù)帶來(lái)不良后果。

4、合理裁制膠料
因?yàn)橄鹉z具有一定的硫化收縮率,所以在對(duì)其進(jìn)行裁制的過(guò)程中其尺寸可稍大,但不應(yīng)偏小。
依據(jù)膠帶型號(hào)來(lái)對(duì)其面膠寬度以及芯膠進(jìn)行合理確定。如果是斜接頭,那么在對(duì)其長(zhǎng)度進(jìn)行確定時(shí),應(yīng)當(dāng)將斜出長(zhǎng)度計(jì)算上去。在對(duì)膠料進(jìn)行裁制時(shí),將固定好接頭后擋鐵的距離作為面膠寬度,其兩端寬度可能不相同,而接頭全長(zhǎng)即為其長(zhǎng)度。
5、加強(qiáng)對(duì)皮帶的管理
1)應(yīng)當(dāng)要構(gòu)建起完善的崗位責(zé)任制、交接班制度、巡回檢查制度、接頭驗(yàn)收檢查制度以及設(shè)備檢修保養(yǎng)制度等。
2)完善皮帶機(jī)的檔案更換、技術(shù)檔案管理、入場(chǎng)檢修與保養(yǎng)記錄等工作,且要定期分析與匯總相關(guān)資料。
3)必須確保工作人員都接受過(guò)系統(tǒng)的培訓(xùn)與學(xué)習(xí),并且能夠正確掌握專(zhuān)業(yè)技術(shù),以免后續(xù)操作不當(dāng)。
4)做好運(yùn)料的管理工作,切勿使用皮帶機(jī)來(lái)運(yùn)送大塊矸石、金屬以及機(jī)電設(shè)備等物品,防止超重、超長(zhǎng)以及鋒利堅(jiān)硬的物體對(duì)高強(qiáng)皮帶產(chǎn)生破壞。
5)做好皮帶機(jī)的檢修工作,確保托輥靈活且齊全,防止皮帶跑偏。
在實(shí)際生產(chǎn)中,導(dǎo)致皮帶機(jī)出現(xiàn)斷帶事故的原因多樣,必須正確分析其事故原因,并采取有效的措施來(lái)處理與預(yù)防,大限度地降低皮帶機(jī)的事故發(fā)生率。
- 關(guān)于金石寶
- 企業(yè)簡(jiǎn)介
- 企業(yè)文化
- 資質(zhì)榮譽(yù)
- 研發(fā)中心
- 廠房設(shè)備
- 技術(shù)支持
- 礦物特性知識(shí)
- 選礦百科
- 選礦設(shè)備應(yīng)用維護(hù)

- 微信掃描關(guān)注我們

- 微信掃描瀏覽手機(jī)版


